
Introduction
What is Plastic Injection Mold Making?
Plastic injection Mold the actual process of making molds to produce plastic parts by injection process. Made the molds with metal and then filled with liquid plastic to form the parts. Once the plastic cools down, you’ll have a solid part final.
It is also very important in modern manufacturing because it makes high-quality, precise, and consistent plastic parts.
And also an ecofriendly way to make the parts without wasting, allowing manufacturers to produce large volumes of parts quickly.
It utilized in numerous industries like automotive, aerospace, defense, medical, electronics, and consumer goods. One of the more fundamental aspects of modern manufacturing.

Basic Process of Injection Mold Making
Design Phase in plastic injection mold
This includes creating plans and initial information to ensure the mold will produce parts that meet technical specifications.
- CAD Design
- Design Considerations
- Part Geometry
- Considering the ToolLife
- Cooling System
Mold Fabrication
The next step is to make the actual mold with following process.
- CNC Machining
- EDM (Electrical Discharge Machining).
- Heat treatment and surface finishing.
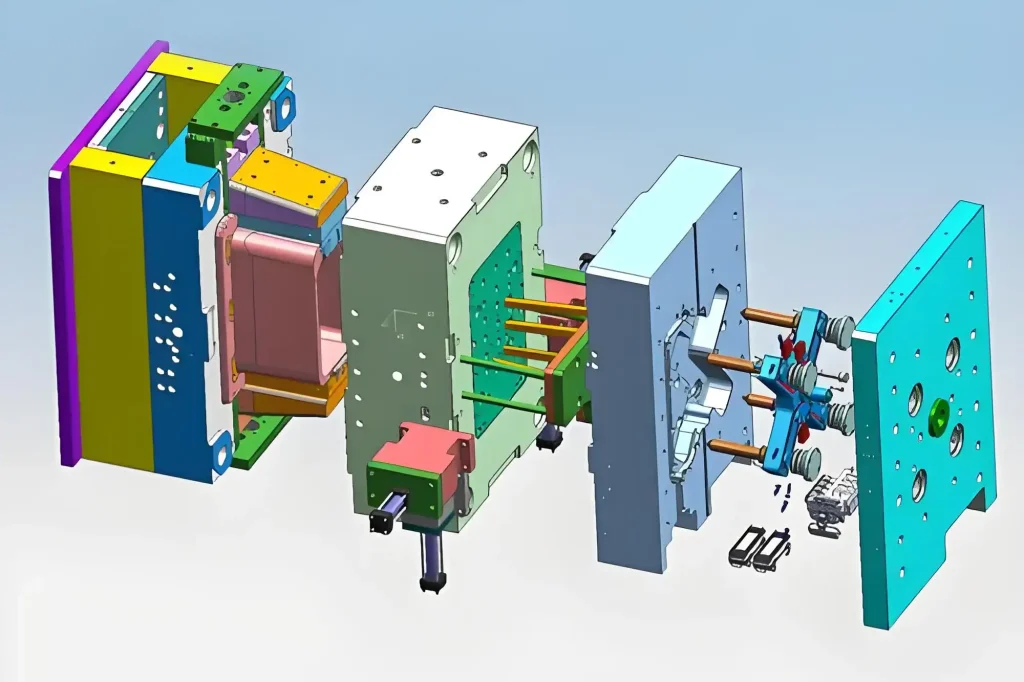
Plastic Injection Mold Assembly and Testing
After mold making completed, engineers need to do the assembly and trails.
- Assembly: put together with the core, cavity, ejector pins, cooling lines, etc. to create an entire mold.
- Mold trials and adjustments, with all components assembled, workers should go through a series of test and trails, to check if there areany defects, and adjust and tweak somewhere to achieve an ideal part.
- Inspection and quality control.
- Quality control is carried out during the testing process to monitor the parts, in order to achieve the required specifications(such as dimensions, surface quality etc.).
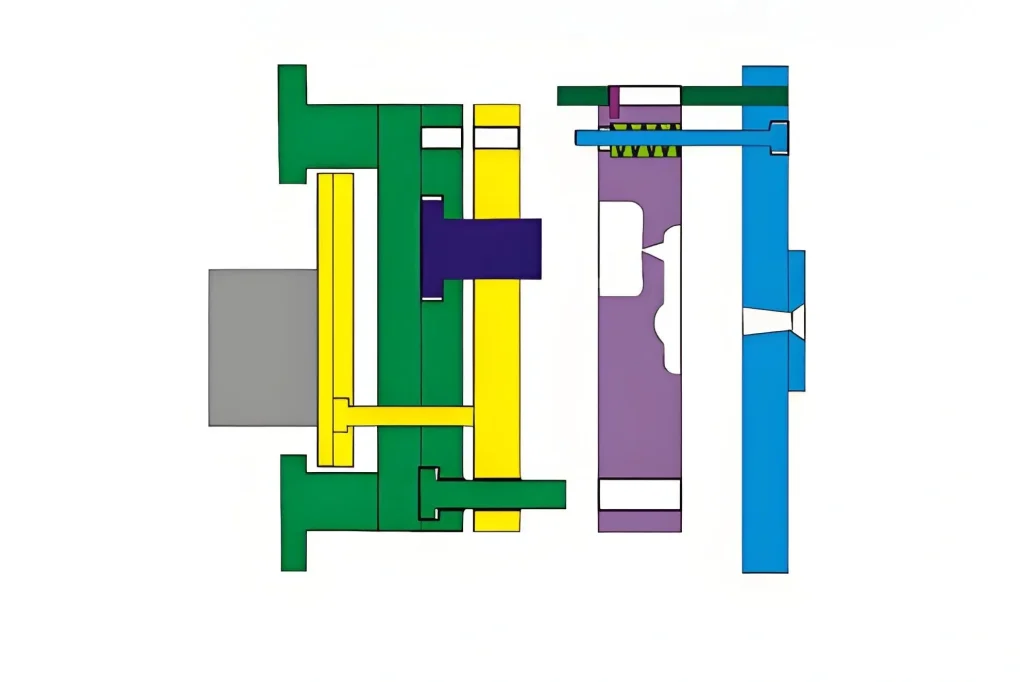
Types of Injection Molds
There are different types of injection molds to suit different production needs and part complexity.
Single-Cavity Molds
It’s produced one at a time per injection cycle in a single cavity mold. These molds are usually suitable for small to medium scale production or producing large part.
PROS.
Simpler – fewer parts, easier to design and build
Cost-effective: lower or minimal initial investment compared to multi-lane molds.
Quality control: since only one part is produced per cycle, it is easier to check and repair defects.
Multi-Cavity Molds
It’s capable of producing multiple identical assemblies in the same injection cycle because they have multiple parts. One of the best uses for this type of hot runner is high volume production.
Pros.
Lower unit cost – mass production reduces the cost per part.
Consistency – All components are manufactured in the same cycle.
Family Molds
With a set of cavities for different parts in the same mold.
Pros.
Economic – it will reduce the cost of common inserts for the molds.
Productivity – Production costs can be significantly reduced at once.
Hot Runner Molds
It uses a heated manifold system to keep the plastic molten as it goes through the mold. This reduces material waste.
PROS.
Material efficiency – Reduction of plastic waste with multi-cavity molds without cold runners.
Short Production Cycles – it allows the machine and mold to work optimally with faster turnaround time by avoiding the cooling and reheating of runners.
More consistent parts – higher quality that leads to better control on plastic flow and temperature.
Cold Runner Molds
It is simpler and cheaper than hot runner to produce the parts.
PROS.
Lower cost – easier to build designs by engineers
Maintenance – less and easier to clean than hot runner.
Variety of options – suitable for many types of plastic materials.
Material Selection
Selecting the right tooling material is key to maintaining the quality, strength, and productivity of the injection molding operation. The following items may be the material selection considerations.
Mold Materials
It needs to withstand high pressures and temperatures, with good workability, and ensure a long tool life. The following are some commonly used materials by EPRO-RAPID:
- Common mold steels (e.g.,P20, H13, S7).
- Aluminum (e.g., Al 7075, Al 6061).
- Beryllium Copper
Product Materials
The choice of plastic material for production is also important. The following are some commonly used plastic materials:
| Material | Properties | Applications |
|---|---|---|
| ABS | High impact resistance, good strength and stiffness, excellent machinability. | Automotive parts, consumer electronics, household appliances. |
| PP | High chemical resistance, good fatigue resistance, low density. | Packaging, automotive components, medical devices. |
| PE | Known for its strength and rigidity, used in containers, piping, and automotive parts. | More flexible and used in applications like plastic bags, films, and squeeze bottles. |
| PC | High impact resistance, transparency, good thermal stability. | Safety glasses, medical devices, electrical components. |
| Nylon | High mechanical strength, good abrasion resistance, excellent chemical resistance. | Gears, bearings, automotive parts. |
| POM | High stiffness, low friction, excellent dimensional stability. | Precision parts like gears, fasteners, and bearings. |
Considerations for material selection
| Properties | Reasons |
|---|---|
| Mechanical | Evaluate the strength, hardness, toughness, and wear resistance required for the application. |
| Thermal | Consider the thermal conductivity and stability of the material, especially for molds that will undergo repeated heating and cooling cycles. |
| Chemical Resistance | Ensure the material can withstand exposure to chemicals and other environmental factors. |
| Machinability | Choose materials that can be easily machined to the required precision and surface finish. |
| Cost | Balance the material cost with the desired performance and longevity of the mold and parts. |

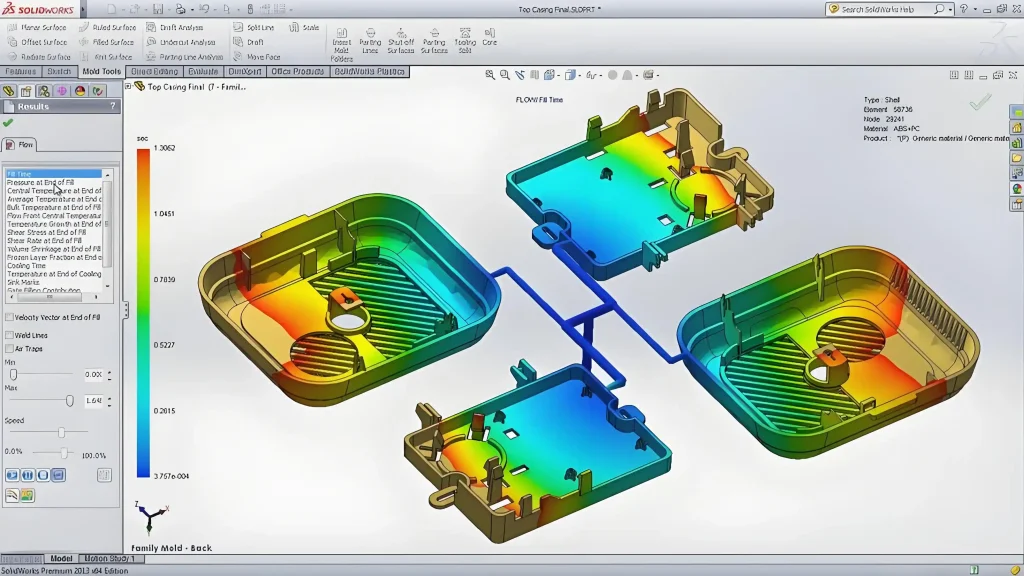
Modern Technologies in Mold Making
With the advanced technology, injection molding has significant changes. Not only improved the production precision, efficiency and versatility of the tooling manufacturing process, but also increase the product quality and reduce the production cost. Some key modern technologies used in injection molding as below.
- Advanced CAD/CAM Technologies
- Automated machining
- Advanced 3D Printing
- Industry 4.0 and Smart Manufacturing
- Advanced Materials
Maintenance and Care of Injection Molds
Proper maintenance your injection tooling is critical to ensure their tool life, optimal performance, and quality of production. Regular maintenance prevents unplanned failures, reduces downtime and extends mold life. The following details the different dimensions of specific mold maintenance and care:
Regular Maintenance
- Surface, cavity and core Cleaning
- Lubrication
- Visual Inspectionto check for any cracks or damage.
- Checking the troubleshooting of flash, short shots, surface defects.
Mold repair and remanufacturing.
- Welding
- Grinding and Polishing
- Re-machining
Documentation and Record-Keeping
- Maintenance Logs
- Inspection Reports
- Repair Records
Cost Analysis
The processing costs associated with injection molds is critical for the project planning. It involves a number of factors, from initial design and material selection, mold making and maintenance. The following details included the cost, strategies for management and the key factor to reduce the costs:
Cost Factors in Mold Making
Design costs(Engineering and design, Simulation and Prototyping)
Material costs(Mold cost, plastic resin injection)
Machining and assembly costs(CNC Machining, EDM, Heat treatment, assembly, test and trails, regular maintenance, repairs)
Strategies to Reduce Costs with Plastic Injection Mold Making
Efficient Design | Cost-Effective Materials | Preventive Maintenance |
Bulk Purchasing | Production Efficiency | Supplier Negotiation |
Conclusion
Injection mold making is a complex and essential process in modern manufacturing, involving the design, manufacture and maintenance of molds used to produce plastic parts. The process consists of several key stages:
- Design Phase:
- Mold Fabrication.
- Mold Assembly and Testing
- Maintenance and Care
- Cost Analysis
Future Prospects
The future of injection mold manufacturing will be influenced by a variety of emerging trends and technological advances:
- Advanced Materials.
- Additive Manufacturing.
- Sustainable Practices
- Smart Manufacturing
- Globalization and Collaboration
FAQs
What materials can EPRO-RAPID used for injection molds?
Common materials for injection molds we used include: P20 steel, H13 steel, Aluminum 7075, Aluminum 6061
What factors influence the cost of injection mold making?
Design Complexity: More complex designs require more time and resources, which makes them more expensive to manufacture.
Material Selection: Depending on the quantity required for production, different molds and product materials are selected; high performance materials are more expensive but have better durability.
Machining and Manufacturing: Costs associated with precision machining processes such as CNC and EDM.
Maintenance: Ongoing costs for regular maintenance and repairs to ensure the longevity of your molds.
How long does it take to make an injection mold?
The lead time for machining a mold depends on the complexity of the design, the materials used and the manufacturing process involved. Typically, it can take anywhere from a few weeks to a few months to design, build and trails
What are the benefits of using plastic injection molding for plastic parts production?
Efficiency: The ability to produce large quantities of parts quickly and consistently.
Precision: Production of parts with high precision and fine features.
Cost-effective: economical mass production due to low unit costs.
Versatility: for a wide range of plastic materials and part geometries.
What is the difference between hot runner and cold runner molds?
Hot Runner Mold: Uses a heated manifold to keep the plastic in a molten state inside the mold, reducing waste and cycle time.
Cold Runner Molds: Use unheated channels to direct the molten plastic into the mold cavity and cure with the part. They are simpler and cheaper to produce, but produce more waste.
What are common issues encountered with plastic injection molds and how can they be resolved?
Flash: Excess plastic at the parting line, often due to mold wear or misalignment. Resolved by repairing the parting line and ensuring proper clamping pressure.
Short Shots: Incomplete filling of the mold cavity, possibly due to blockages or insufficient injection pressure. Addressed by cleaning the mold and adjusting injection parameters.
Surface Defects: Scratches, dents, or burn marks on the part surface, caused by damaged mold surfaces or improper cooling. Solved by polishing the mold surface and checking the cooling system.